
 中文版
中文版 English
English

Copyright © 2003-2019 上海申岢动平衡机制造有限公司, All Rights Reserved 沪ICP备16012006号-5 友情链接:
上海动平衡机
24小时服务电话:135-8585-5377
搜索


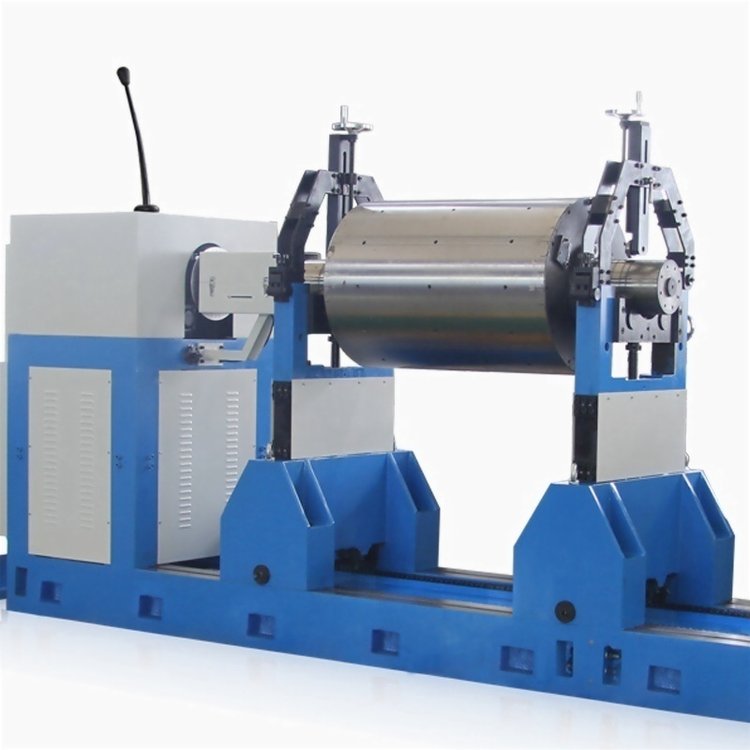
磨轮平衡机使用步骤是什么
- 分类:行业新闻
- 作者:申岢编辑部
- 来源:上海申岢动平衡机制造有限公司
- 发布时间:2025-06-20
- 访问量:53
磨轮平衡机使用步骤是什么
一、操作前的精密准备
环境参数校验
检测车间温湿度是否稳定在20±5℃/40%-60%RH区间,避免热胀冷缩影响平衡精度
用兆欧表测试设备接地电阻≤4Ω,消除静电干扰风险
设备状态核查
启动液压系统前观察油窗,确保油位处于绿色刻度带(建议使用ISO VG32#抗磨液压油)
执行空载试运行,监听主轴轴承区有无≥60dB的异常啸叫
磨轮预处理流程
采用超声波清洗机去除磨轮表面附着物(推荐频率28kHz,功率密度0.3W/cm²)
用塞尺检测磨轮端面平行度,单边偏差超过0.15mm需进行修整
二、核心操作流程解析
(一)动态平衡实施阶段
基准面定位
采用三点支撑法安装磨轮,调整支撑臂高度差≤0.03mm
安装百分表时需保证测头与磨轮端面接触力为0.05N±0.01N
数据采集系统调试
振动传感器安装高度需与磨轮回转中心保持200±5mm
设置采样频率为不平衡频率的25倍(建议≥5kHz)
平衡算法选择
对于转速<1500r/min的磨轮采用静平衡法
超过临界转速时启用动平衡模式,设置修正系数K=1.2-1.5
(二)误差修正技术要点
配重块安装规范
修正质量误差需控制在计算值的±5%范围内
使用环氧树脂AB胶时,A:B配比应严格保持1:1
多级校验机制
初次修正后需进行三次递减式测试(转速梯度:500→1000→1500r/min)
最终振动值需满足ISO 1940标准:G≤11mm/s
三、异常处理与维护
典型故障应对
当显示”振动幅值突变”时,立即检查传感器电缆屏蔽层是否接地
出现”平衡量超限”提示,需排查磨轮材质密度不均问题
周期性维护方案
每500工时更换液压油滤芯(β5=1000级滤芯)
每季度用激光校准仪检测平衡机主轴径向跳动(允差≤0.008mm)
四、安全操作守则
能量锁定程序
执行LOTO(上锁挂牌)时需同时锁定液压泵站和主电机电源
维修前需泄压至压力表指针归零(残压≤0.05MPa)
人体工程学设计
操作台高度应调整至肘部与桌面呈90°夹角
监控屏幕亮度建议设置为120cd/m²±10%
五、智能化升级趋势
AI辅助诊断系统
引入深度学习算法识别12种典型振动频谱特征
预测性维护模块可提前72小时预警轴承故障
物联网集成方案
通过OPC UA协议实现与MES系统的数据互通
云端存储历史数据支持追溯查询(保留周期≥3年)
操作要点总结
本流程通过12项关键控制点(KCP)确保平衡精度达ISO G6.3级,建议操作者每季度参加TPM培训,重点掌握振动频谱分析与有限元仿真技术。当处理特殊材质磨轮(如碳化硅/金刚石)时,需调整配重块材质并重新标定修正系数。
上一个:
磨轮平衡机如何提高效率
下一个:
磨轮平衡机价格及品牌推荐
上一个:
磨轮平衡机如何提高效率
下一个:
磨轮平衡机价格及品牌推荐

